Journal of Thermodynamics & Catalysis
Open Access
ISSN: 2157-7544
ISSN: 2157-7544
Review Article - (2015) Volume 6, Issue 1
Biodiesel can be produced by domestic resources like straight vegetable oil, animal oil/fats, tallow and waste cooking oil. Its use, instead of the conventional diesel, contributes to the reduction of the CO2 emissions. Production of biodiesel occurring from base catalyzed transesterification of the oil, direct acid catalyzed transesterification of the oil and/or conversion of the oil to its fatty acids and then to biodiesel. Two types of catalytic mechanisms can be used for the biodiesel production. These are the homogenous and heterogeneous catalytic processes. However, heterogeneous catalysis can be identified as solid and enzymatic. In addition solid heterogeneous catalysts can be classified as acid or base. Ηeterogeneous solid acid catalysts are of a great importance for biodiesel production. The most known catalysts of this type are zeolites, mixed oxides, sulfonic acid group catalysts, sulfonic acid modified mesoporus silica, heteropoly acids and polyoxonetalates, supported and substituted heteropoly acids and solid acids catalysts based in waste carbon. The major advantages of this type of catalysts are their reusability, their non-toxic and non-corrosive attributes as well as decrement of the biodiesel production cost.
Keywords: Biodiesel; Heterogeneous catalysis; Solid acid catalysts
The global warming caused by the abundance of CO2, which occurs due to the ever-increasing human population [1], in the atmosphere and the limitations of global resources of fossil and nuclear fuel, has necessitated an urgent search for alternative sources of energy to meet the future demands. The need of energy security for economic development, as well as the demand of an alternative source of energy, promote biodiesel production (mono-alkyl esters of long chain fatty acids) as a safe and novel technology [2].
Biodiesel is usually produced by transesterification of vegetable oils or animal fats with chemical catalysts, especially in the presence of strong acidic or basic solutions, such as hydrochloric acid, sulphuric acid, sodium hydroxide, sodium methoxide and potassium hydroxide. Homogeneous alkali catalysts can convert triglycerides to their corresponding fatty acid methyl esters (FAMEs) with high yield, less time and low cost. However, separating the catalyst from the product mixture for recycling is technically difficult. After reaction, the catalyst should be neutralized or removed with a large amount of hot water, which will produce a large amount of industrial wastewater [3-8].
In contrast, solid heterogeneous catalysts are used to overcome these problems, because they are non-corrosive, non-toxic, and easilyseparated for recycling. Reusability of heterogeneous catalysts makes continuous fixed-bed operation possible. Such continuous process can minimize product separation and purification costs, make it economically viable to compete with commercial petroleum-based diesel fuel [3].
Biodiesel belongs in the group of renewable and sustainable fuels currently receiving renewed interests and intensive experimentations, since the work of Rudolf Diesel [9], who, in August of 1893, developed an engine, utilizing peanut oil as fuel. Nowadays biodiesel is considered as the fastest growing industry worldwide with high potential among other renewable energy resources [8,10,11].
Biodiesel has a number of advantages when compared with conventional diesel fuel. The first and foremost is that it can be derived from a renewable domestic resource (e.g. vegetable oil), and has been shown that can also reduce carbon dioxide emissions by 78% when compared to diesel fuel on a life cycle basis [12,13].
Combustion of biodiesel has the potential to significantly reduce greenhouse gasses (GHG) emissions [13-20]. Biodiesel contains no sulphur (and therefore emits no SOx which is a precursor for acid rain), and provides greater lubricity than conventional diesel fuel, and can therefore enhance engine longevity; biodiesel is nontoxic and biodegradable too, making it a more environmentally benign fuel.
Biodiesel production
Biodiesel fuel is produced via transesterification of refined vegetable oil, waste cooking oil, and used frying oil and its production is facilitated by using catalysts as shown in Figure1.
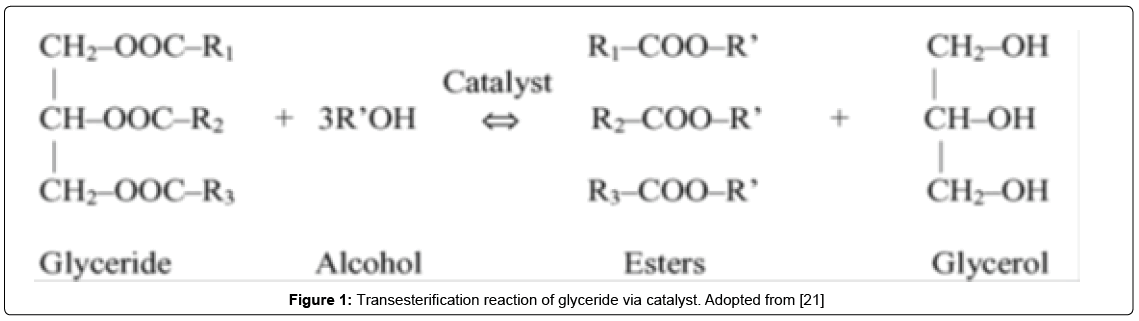
Figure 1: Transesterification reaction of glyceride via catalyst. Adopted from [21]
The alcohol that is used is low molecular weight, such as methanol, ethanol or propanol. Methanol is most frequently used as it is the least expensive alcohol.
Esterification is also another way of biodiesel production. Figure 2 shows the esterification reaction of free fatty acids (FFAs) and alcohol in the presence of a catalyst by producing biodiesel and water [21].

Figure 2: Esterification of free fatty acids (FFA) and alcohol via catalyst. Adopted from [21]
Feedstocks for biodiesel production
The base of biodiesel production is the different used feedstocks, which are normally classified as either first or second generation [22]. the latter referred as a source of “advanced biofuels’’. First generation biodiesel is derived from edible vegetable oils such as soya, palm, oil seed rape and sunflower [23]. Second generation biodiesel is normally considered to be obtained from non-edible oils such as castor, Jatropha and neem, microalgae, animal fats (e.g. tallow and yellow grease), or waste oils including organic components of municipal waste; these offer reduced greenhouse gasses emissions [8,13-20].
However, the nature of used feedstock is dependent on the geographical position and climate of the site. For instance Europe employs sunflower and rapeseed oils; palm oil predominates in tropical countries, soybean in United States and canola oil in Canada. Singh and Singh [24] reported the main employed feedstocks in producing biodiesel, such cotton seed, palm oil, sunflower, soybean, canola, rapeseed, and Jatropha curcas.
Competition for land in order biodiesel feedstocks to be produced is problematic; hence maximising the yield of oil from a given feedstock is critical. For instance, oil yield from nonedible Jatropha is particularly noteworthy since it can grow in poor quality soil and waste land, avoiding competition with arable land for food crops; however harvesting of the toxic seeds is labour intensive.
Another important factor that defines biodiesel’s production yield is moisture and the free fatty acids (FFAs) contents of feedstocks (Table 1). According to Banerjee and Chakraborty [25], the waste cooking oil FFAs contents should be kept within certain limit for reaction involving both acid- and alkali-catalyzed transesterification reactions. Otherwise these substances may cause severe difficulties in refining of biodiesel products. It is obvious that when the cost of feedstocks decreases the FFAs content increases.
| Feedstocks | Free Fatty Acids levels (%) |
|---|---|
| Trap grease | 50-100 |
| Refined vegetable oil | <0.05 |
| Finished greases | 8.8-25.5 |
| Crude soybean oil | 0.4-0.7 |
| Restaurant waste grease | 0.7-41.8 |
| Waste palm oil | >20 |
| Municipal sludge | up to 65 |
| Animal fat | 5-30 |
| Use cooking oil | 2-7 |
| Waste oil | 46.75 |
Table 1: Free fatty acids (FFAs) levels in feedstocks. Adopted and modified from [26].
Types of Catalysts
As it has been stated, biodiesel refers to the lower alkyl esters of long chain fatty acids, which are synthesized from fatty acids [26]. The transesterification can be carried out either using catalytic (homogeneous or heterogeneous) or non-catalytic process (Figure 3). Most of the commercial production of biodiesel worldwide uses homogeneous base or acid catalysts. In addition the development of non-catalyst supercritical process offers many opportunities over solid acid or solid base catalyzed system. However, this work will examine only the group of heterogeneous solid acid catalysts.
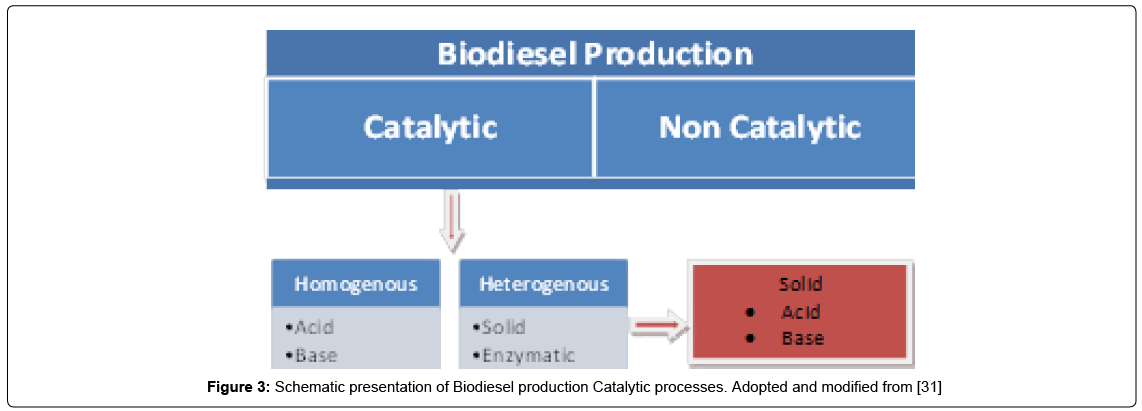
Figure 3: Schematic presentation of Biodiesel production Catalytic processes. Adopted and modified from [31]
A brief catalytic reaction report related to pros and cons takes place; merits and demerits for both of main catalysts categories are listed in Table 2 [27].
| Type of Catalyst | Merits | Demerits | |
|---|---|---|---|
| Homogeneous catalysts | |||
| Alkaline type (NaOH, KOH, CH3ONa, CH3OK) |
Less corrosive, high reaction rate | Formation of saponified product, emulsion formation, high water and energy consumption, huge, high waste water discharges, high purification cost, feedstocks are limited to 0.5wt FFAs, not recycle | |
| Acid type (H2SO4) |
Zero soap formation, the catalyst can be used to catalyze both esterification and transesterification simultaneously | More waste as a result of neutralization, recycling difficulty, high purification cost, energy consuming, low reaction rates | |
| Heterogeneous catalysts | |||
| Solid alkaline (MgO, CaO, ZnO, KOH/NaY) Solid acid types (CaO/MgO, Al2O3-SnO, KOH/K2CO3, Al2O3-ZnO, Ca(NO3)2/Al2O3CaO/Al2O3, KOH/Al2O3, Al2O3/KI, Sr(NO3)2/ZnO, ZrO2/SO42-, TiO2/SO42-, ETS-10 zeolite, Zeolite HY, Zeolite X) |
Environmentally friendly, easily recycle, less discharges, less separation difficulty, high purity glycerol, lower cost of separation, insignificant leaching of CaO/Al2O3 | Leaching effects, catalysts preparation is complicated and expense relatively slow rates | |
| Enzymes types (Candida antarctica B lipase, Rhizomucormeihei lipase, candida rugosaPseuodonascepacia, M. meihei (Lypozyme), M. meihei(Lypozyme IM60),Aspergillus niger) P. Fluorescens, R. Oryzae |
Zero saponification products nonpolluting, easily separable, lesser reparation cost, high purity glycerol and biodiesel products, environmentally benign Simple glycerol recovery | Catalysts inhibition by water High cost of enzymes | |
Table 2: Summarized catalytic report - homogeneous vs. heterogeneous. Adopted and modified from [26].
Heterogeneous solid catalysts
Heterogeneous catalysts consist of two subgroups: Solid catalysts (acidic and basic) and enzymatic catalyst.
A great interest in the solid base subgroup catalysts presents the layered double hydroxides (LDHs) for vegetable oil transesterification reaction [28]. LDHs have been showed as efficient catalysts for esterification reaction due to its high basic properties with respect to the strength and concentration of basic sites as elucidated from Hammett and CO2-temperature programmed desorption (TPD) studies [28]. however, the catalyst works rarely for the transesterification reaction. Several recent studies have aimed on technical and economical feasibility for biodiesel production through heterogeneous acidcatalyzed transesterification [29]. Consequently, the acid catalytic reaction is of particularly interest for biodiesel production; however, the acid catalysts show lower catalytic activity in transesterification reactions compared with basic catalysts. Thus, this low activity of catalyst is usually compensated by higher operating temperatures.
More efficient catalytic processes require improvement in catalyst activity and selectivity. Both aspects rely on the tailor-design of catalytic materials with desired structure and active site dispersion. Most of the solid catalyst used for biodiesel production have two different components; active components and support. The choice of a particular support depends on the nature of application and reaction conditions. The elementary preparation steps and the quality of the raw materials strongly affect the support properties. The active components are responsible for the principal chemical reaction. When the active component is a metal, it should be in a sufficiently dispersed form in order to give a large specific surface area and maximum activity.
Heterogeneous solid catalysts, in laboratory conditions, were easily separated from the products. Water-washing process and neutralization steps were limited. Contaminated water from this process was greatly reduced, and the sewage treatment fees were also minimized. This bibliography overview will focus only to the group of solid acid catalyst as are presented to the subsections below.
Solid acid catalysts in biodiesel production
This kind of catalysts can facilitate both esterification and transesterification reactions (Figure 4). Acid homogeneous catalysts, compared to basic catalysts, exhibit more stability to water in the presence of free fatty acids. Homo-acid-catalyzed reaction is about 4000 times slower than the base-catalyzed [30]. Hetero-acid catalysts performed less activity, but they are appropriate for low-qualified oil feedstocks with high FFAs.
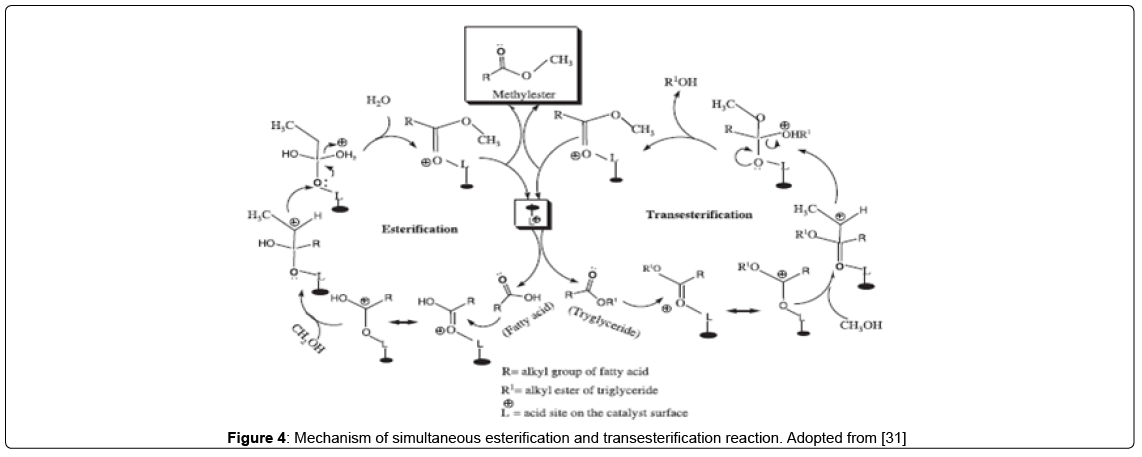
Figure 4: Mechanism of simultaneous esterification and transesterification reaction. Adopted from [31]
Evolutionary stages of solid acid catalysts
Through the years, solid acid catalysts have passed some evolutionary stages (Figure 5). Solid acid catalysts were used in order to avoid the low biodiesel efficiency in the transesterification reaction by using low grade feedstocks, during the alkaline (basic) catalysis [31].
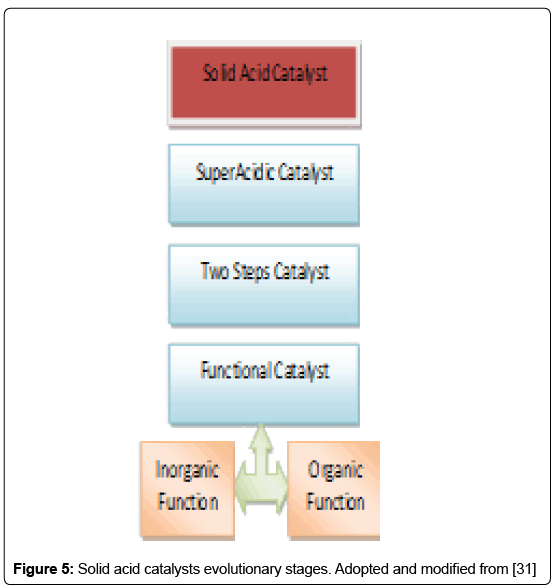
Figure 5: Solid acid catalysts evolutionary stages. Adopted and modified from [31]
Unlike to basic catalysts, solid acid present lower activity in transesterification. However high temperatures operations balance out this lack of activity. In addition high free fatty acids (FFAs) feedstock content does not facilitate efficiency for biodiesel production with the use of acid catalysts. So, super acidic catalyst was proposed, as a first stage, instead of the conventional acid type. Next stage of two steps catalytic process was employed. Firstly, feedstocks of FFAs contents are reduced with the utility either of a sulfuric acid; secondly a basic catalyst is employed in order biodiesel to be produced [32]. Thus, removing the catalyst from both of steps is a major problem. This problem is faced with a bifunctional solid acid aiming to precede simultaneously esterification and transesterification reaction. Two categories of the functional catalyst are mainly stated; inorganically and organically functionalized. An inorganic catalyst contains neither Bronsted nor Lewis acid sites unlike to the organic catalyst which is superior in reaction of transesterification.
As a result of the development of solid acid catalyst for biodiesel production, the relationship between catalytic activity and strength of acidity has been the subject of an increasing number of investigations in recent years. The basic structure of solid acid potential and its effect is briefly described in Figure 6 [8].
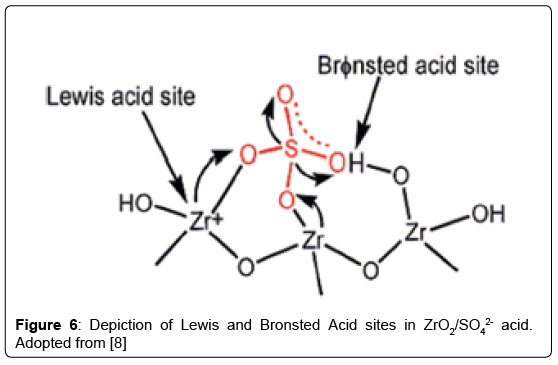
Figure 6: Depiction of Lewis and Bronsted Acid sites in ZrO2/SO4 2- acid. Adopted from [8]
An ideal solid acid catalysts, since they containing both Lewis and Bronsted acid sites with a hydrophobic environment protecting the Lewis from site from the water poisoning in order to influence and facilitate biodiesel production, act bifunctional.
Bronsted and Lewis acids sites are the factors that promote esterification and transesterification reactions. In additional, since the sites haven’t been affected by water transesterification is actively promoted by Lewis acid sites [8,33]. In generally most of the solid acidcatalyzed either esterification or transesterification reactions take place under higher temperature and higher pressure.
The main solid acid categories, which this study deals with, are grouped in the following list:
• Zeolites
• Mixed oxides
• Sulfonic acid groups catalysts
• Sulfonic acid modified mesoporus silica
• Heteropoly acids and polyoxonetalates
• Supported and substituted heteropoly acids
• Solid acid catalysts based in waste carbon
Zeolites: Zeolites are crystalline aluminosilicates with a three dimensional porous structure, i.e. aluminosilicates interlinked by oxygen atoms. In order to have significant catalytic effect, zeolites are synthesized with Si/Al ratios framework, adjustable acid centers and with molecular pores and channels of uniform sizes [34].
These pores can absorb molecules that fit inside them while preferentially excluding larger ones, acting as molecular sieves. This property gives zeolites the ability to exchange ions. For instance, Al+3 replaces Si+4 within the crystalline silica (SiO2) framework. This replacement produces negative charges within the catalyst framework, enhancing catalytic activity.
Others research have described the utility of Y-type zeolite (as a weak solid acid catalyst) in a continuous tubular reactor at atmospheric pressure. The resulted catalyst, under thermally stable reaction condition, had good enough reactivity and selectivity to methylester [35]. An additional published work has investigated the fried oil transesterification mechanism with methanol over zeolite Y at different concentrations, within a temperature range 60-476°C [36], and conversion was reported to be at 98%. It was also reported that the regenerated zeolite Y was less deactivated over time than fresh catalyst. However, the use of catalysts still demands high temperatures in order to be effective. Zeolites β are another solid acid type; is a high silica zeolite with both Lewis and Bronsted-acid sites, containing an intersecting three-dimensional structure of 12-membered ring channels. Lewis-acid sites are mainly present in the micro-porous walls. Zeolite β does not exhibit high activity in transesterification, but it can be used for selective removal of FFAs in waste oil.
Mixed oxides: Sulfated and tungstated zirconia perform by their efficiency in transesterification in order free acid alky esters to be produced. Zirconia is a thermally stable industrial catalyst and characterized by strong acidic sites. The large pores of zirconium oxide, minimizes diffusional limitations because it can accommodate the large free acids molecules [37].
Heat treatment (during the preparation of catalyst) above a specific temperature can produce superacid catalyst. Such catalyst is the sulfated zirconia (above 600°C) by exhibiting high selectivity and activity in esterifying free acids from methanol and two ethylhexanol [38,39]. A task that needs more research above a supercritical temperature (850°C) is the subsequent deactivation and the leaching of the sulfate catalysts and sulfate groups respectively.
High oil’s conversion values can occur owing to the use of three different mixed metal oxides [40]. By using alumina, into fatty acids methylesters for transesterification, mixed with three oxides (titanium, zirconium, antimony), oil’s conversion values among of 95-99% are obtained for each mixed alumina-oxide.
Clay is one more catalyst in the group of mixed oxides. They are amorphous, pillared or naturally occurring layered aluminosilicates with large produced quantities and industrial utility. These solid catalysts were implemented among decades of 30’s and 60’s, up to the period where zeolites were discovered with higher selectivity and activity, as been stated in the previous paragraph of Zeolites.
Sulfonic acid group catalysts: Sulfonic ion-exchange resins are including in this catalysts group; nonporous Nafion resins (Nafion SAC-13, NR-50), Amberlyst resins (Amberlyst-15, -16, -35, -36, -131), and EBD resins (EBD-100, -200, -300) which its attribute is the large pores, belong to this ion exchange classification [41-43]. These catalysts are characterized by sulfonated cross linked polysteryne and are analogous to toluene sulfonic acid with great acidic activity. The polymer chain within these acid catalysts governs their hydrophobicity. The tails of the alcohol and fatty acids strongly attract the polymer backbone, thereby catalytic activity is enhanced. Unlike to metal oxides or zeolites, the strong sulfonic acid groups grafted on the polymer chains promote greater acidic sites [44].
Mass transfer limitations have been observed that are minimized due to the pore swelling of the resins with organic reaction media, as well since smaller pores transform into macropores the accessibility of reactants to the acid catalytic functionalities increases. The application of different reaction media and the activity of such catalysts are determined by the differences in the swelling behavior of the resins. Some researchers reported stable resins [45] retaining its catalytic activities after regenerating and recycling for up to eight cycles, or by implementing organic PS-DVB matrixes [46] to hinder water from assessing the inner sulfonic groups, in order to avoid the reverse reaction and minimization of catalyst decay.
Conclusively, ion exchange resins as an organic solid acids present low activity and thermostability. Respectively, these catalysts are applicable to only low-boiling and low-molecular reactants and cannot be applied to high-boiling reactants. Consequently, this typified poor thermal stability limits their industrial applications.
Sulfonic acid modified mesoporous silica: Mesoporous silica materials, since they can easily functionalized by sulfonic acid groups, are sub grouped in sulfonic acid catalysts; such materials are the periodic mesoporous organosilica (PMO), mesoporous molecular sieve materials-MCM series of inorganic silica and the SBA materials [41]. The main attributes of these resulted sulfonic acid modified mesoporous silica catalysts are the large surface area that possessed as well their pore size distribution uniformity. For both of esterification and transesterification reactions catalysts preparation is a major issue; Co-condensation and post synthesis are the employed methods.
A case of such catalyst preparation was take place by Lane’s group [47]; propyl-SO3H SBA-15 and arene-SO3H SBA-15 catalysts were prepared, by one step co-condensation route, by exhibiting high activity in the microwave assisted simultaneous transesterification and esterification utilizing soybean oil as feedstock with 20 wt% proportion of oleic acid containing 1-butanol, too. However, sever deactivation due to accumulation of organic or carbonaceous materials on the surface that blocks the acidic sites and sulfonic acids leaching into the reaction media are consist two problems that sulfonic acid functionalized silica catalysts often subjected to by reducing their catalytic activity [47].
Heteropoly acids and polyoxonetalates: Heteropolyacids (HPAs) in heterogeneous form have great potential for biodiesel production from waste oils. Such a type of solid acid catalyst is the heteropoly tungstate, H3PW12O40 (HPW), which is an active catalyst in acid catalyzed reactions, including both esterification and transesterification [48].
Mesostructured silica is also an additional employed component in order to support heteropolyacids. Namely 12-tungstophosphoric acid dispersed over mesoporous MCM-48 is a promising solid acid catalyst for oleic acid esterification with methanol [49]. This catalyst gave 95% conversion to biodiesel with modest alcohol, acid molar ratios, but also very high catalyst loadings (30 wt% TPA-tungstophosphoric acid).
Incorporating polyoxonetalates anions into complex proton acids enhances the super acidic properties and flexibility of the catalytic structures. The discrete structure of the catalyst under such condition comprises of mobile heteropoly anions and counter-cations (e.g., H+, H3O+). This attribute gives the HPAs great proton mobility (flexible structure) and a medium reacting, resembling a concentrated solution termed “pseudo liquid phase”.
According to their strong high proton mobility, Bronsted acidity and stability, heteropoly acids are characterized as environmentally benign and catalyst, that scientists had faced, was their solubility in water and polar solvents which can be overcome by converting it into its salt (ammonium salt) with decreases of acidity and catalytic activity.
Supported and substituted heteropoly acids: As a continuation of HPWs category, supported and substituded HPWs are introduced. Many scientific laboratory works, in order biodiesel from low quality feedstock to be produced, prepared and studied solid acids catalysts reaction. Rizwan Sheikh et.al. [29], based in this concept and by using oleic acid-soybean oil mixture of 10%, designed Supported Heteropoly Acid Tungstate (HPW); The products from this procedure, such as 20% WO3/ZrO2, 20% HPW/ZrO2, 20% HPW/Al2O3, 20% HPW/SiO2, as well partially substituted heteropoly tungstate, Cs2.5H0.5PW12O40 (CsHPW), were simultaneously utilized in both of transesterification and esterification processes. Tests results present CsHPW catalyst as the most active to the other catalysts with an ester yield more than 90% at specific laboratory conditions.
The list below provides the activity catalysts order from the most active to the less active catalyst:
• CsHPW
• 20% WO3/ZrO2
• 20% HPW/Al2O3
• 20% HPW/ZrO2
• 20% HPW/SiO2
Conclusively, compared to the other catalysts CsHPW, due to its porous structure and higher surface acidity, are more stable and reusable for biodiesel production based on low quality oils with FFAs.
Solid acids catalysts based in waste carbon: Dawodu et. al [50], by employing carbonized residue of the non edible seed Calophyllum inophyllum, made a biomass derived solid acid catalyst via sulfonation. High conversions were obtained at 110°C in 2 h for a low alcohol; oil molar ratio of 4:1, with the recyclable catalyst and still was delivering 84% of methyl oleate after seven reuses despite losing 23% of the initial ‘’S’’ through leaching.
Peanut shells processed in a similar manner to that above; also, yield a strong Bronsted solid acid catalyst, with an acid strength superior to zeolite-HZSM-5 (Si/Al=75) [51]. This catalyst gave greater than of 90% conversion of cottonseed oil in methanol transesterification at a methanol; oil molar ratio only of 9:1.
Sulfonated carbonaceous materials show promising activity to free fatty acids esterification, generally affording higher rates of biodiesel production than commercial resins (Amberlyst). Sulfonating the incompletely carbonized carbohydrates such as sugar starch, cellulose, glucose and sucrose leads to a rigid carbon material consisting of small polycyclic aromatic carbon sheets.
Sugar, as a catalyst, due to its higher acid sites concentration on the surface, exhibits higher activity in oleic acid esterification reaction than other acid solids [52]. Experiments results showed that even after more than 50 cycles of successive reuse, sugar catalyst still presented a high portion, 93%, of its initial catalytic activity in the methyl oleate formation reaction as well gave higher yields in production of biodiesel than other acid solids. The activity temperature of sugar is located up to 275°C, where presented constant, unlike to sulfonic acid resins which their temperature upper limits are lower (120°C).
A carbon based solid acid catalyst by biochar sulfonated material utilized by Dehkhoda et. al [21]. This catalyst was employed to simultaneously catalyze esterification and transesterification reactions and thereby to synthesize biodiesel when canola oil with large amounts of free fatty acids was used as feedstock. The solid acid catalyst consisted of a flexible carbon-based framework with highly dispersed polycyclic aromatic hydrocarbons containing sulfonic acid groups. This application, showed that the high catalytic activity as well the stability of this catalyst were related to its high acid site density, hydrophobicity that prevented the hydration of -OH species, hydrophilic functional groups (-SO3H) that gave improved accessibility of methanol to the triglyceride and FFAs, and to its large pores that provided more acid sites for the reactants.
Solid acid catalysts are promising materials in terms of their efficiency and reusability. Due to their higher tolerance to water and fatty acids content of Feedstocks, contributes to the reduction of the operation cost for biodiesel production. However, the acid catalyzed transesterification, is not a suitable choice to produce biodiesel from Feedstocks with a high free fatty acid content. Despite the fact that heterogeneous acid catalysts are not as much active as base catalysts, benefits such as procedure simplification and positive environmental impacts, support the utility of biodiesel production by using solid acid catalysts. In addition the diversity of acidic sites on the surface of the solid acid catalysts, as well as the interaction between the active sites of the catalyst and surface hydrophobicity are additional benefits during solid acid-catalyzed esterification in contrast to the homogeneous catalysis processes. This happens because solid acid catalysis is governed by structure-function relationships.
Solid acid catalysts, comparing to other catalysts, present lower activity regarding the transesterification reaction. This lack of activity is usually compensated by operating at higher temperatures. In this range of temperatures (120-450°C) an amount of high energy is demanded. Thus much research must be done in order to increase the solid acid catalysts efficiency during low operational temperatures.
In the future, production of innovative heterogeneous solid acid catalysts will facilitate biodiesel production and therefore they will replace the present homogeneous catalysts utilization.
The authors would like kindly acknowledge the anonymous reviewers for their comments and suggestions helped to improve the quality of the manuscript.