Fisheries and Aquaculture Journal
Open Access
ISSN: 2150-3508
ISSN: 2150-3508
Research Article - (2018) Volume 9, Issue 3
Keywords: Extract; Efficiency; Yield; Smoking salmon; Waste; Fish oil; Cold pressing; Wet rendering
Management and processing of fish by-products and waste is an environmental, social priority for many countries and is more problematic because of rising production volumes. The fish processing industry generates large quantities of tissue waste and by-products which tend to be either discarded or retailed at low value for fertilizer or animal feed [1]. The fish by product is nearly (skin 6%-viscera 7%- off-cuts 10%-head 18%-backbone frames 10%) [2]. The fish processing industries produce large quantities of fish waste which often represent about 20% to 50% of the total fish weight [3]. Waste generated from fish processing plants is approximately 50 wt. % of harvested fish depending on the type of fish, product and processing techniques [4].
Laboratory studies shows that green extraction methods provide an excellent alternative to traditional methods the amount of fish oil produced and the quality is similar or even better. However, these methods require additional research. It is necessary to improve the preprocessing technology and the process of extraction itself. Fish oil accounts for about 2% of world consumption of fats and oils. Traditionally, the fish oil is obtained as a by-product of the fish meal industry but currently smaller fish with a relatively high fat contentanchovies, sardines, herring and eels are in the centre of attention as a raw material in the fish oil industry. Already historically fish oil has played a significant role in the human diet and currently, the demand for fish oil is still growing thanks to its curative properties [5].
There are many methods to extract fish oil such as wet and dry rendering, solvent extraction, silage production and supercritical fluid extraction. The wet rendering extraction process involved first cutting the viscera still frozen into small pieces and putting them in 550 mL boiling water for 20 minutes. Then cooling down for 40 minutes and filtering in a strainer with fast flow rate. The process was repeated and after separation from water, the supernatant was filtered again using a fine sieve and brought to the fire for 30 minutes [6]. The optimum method to process tilapia by-product into fish oil was by extraction at 70°C for 35 minutes [7]. The solvent extraction is another process that yields fish oil as a by-product. In this process, most of the water and some or the entire fat are removed using suitable chemical solvents. Normally, the solvent is recovered in the process and reused. The disadvantages of this method are the high cost [8]. Salmon light muscle had 20.4% protein and 2.1% fats and oils, whereas the salmon dark muscle contained 17.5% protein, 12.5% fats and oils [9].
Salmon have higher fat content in the viscera than the fillet [10]. Tilapia viscera composition of 14.62% ± 0.79% protein, 10.75% ± 0.97% lipids, 60.44% ± 0.27% moisture and 4.90% ± 0.61% minerals [11]. Fish oil contains long chain PUFA Polyunsaturated fatty acid (omega-3), the prominent ones being EPA and DHA making it attractive edible oil [10]. Fish oil is a very effective nutrient and contains important omega 3 fatty acids that can be absorbed easily. Fish oil contains both Docosahexaenoic acid (DHA) and Eicosapentaenoic acid (EPA) [5]. There is evidence from multiple studies supporting intake of recommended amounts of DHA and EPA in the form of dietary fish or fish oil supplements lowers triglycerides, reduces the risk of death, heart attack, dangerous abnormal heart rhythms and strokes [12].
The fish oil production although Europe is clearly the largest producer of by-product fish oil. This is principally because Asia processes a large volume of farmed shrimp waste which does not yield any oil. This factor is also a major contributor to the percentage of byproduct oil being at 26% globally rather than the 33% for fishmeal [13].
Fish waste materials should be treated and disposal to avoid potential impacts to human health and the environment. It can be by-product of a manufacturing process or an obsolete commercial product such as oil fish that can no longer be used for intended purpose and requires disposal. This study aimed to using the salmon waste material for producing fish oil and determines the optimum extract methods treatment addition to conserve the environmental during smoking processes.
Experiments were designed to extract fish oil from waste of salmon smoking processes and compare between two different oil extractions methods.
Sampling
Samples were collected from Bentleys Egypt company one from Egyptian industrial group, the by-products of Salmon smoking waste (skin, viscera, backbone frames and off cuts), weighted 500 grams and package under vacuum. The raw material of Salmon waste (skin, viscera, backbone frames and off cuts) frozen at -12°C for one day before it was used in the experiment which was used from Bentleys Egypt company one from Egyptian industrial group.
Extract methods
The cold pressing processes: Using plastic bag under vacuum with 0.5 kg from fish waste were processed to keep the waste material and put five bags in the pressing box have about 10 cm in deep, 30 cm in long, 15 cm in wide and two plate with the same dimensions one of them acting load on the sample's as a small prototype for cold pressing methods. Different compressed times from 10 min to 260 min at constant pressure were approximately 20 kilograms per square size of samples.
The wet rendering processes: In this method 500 g of salmon waste put in 500 mL of water in a stainless cooker at 100°C and heated for 20 minutes. At high temperature is expected to rupture the fat cells, the sample lift a lot of time to cool down and separate the oil from other solids and wastewater. Different heating times (20, 30, 40, 50, 60, 80 and 100) min at a constant temperature 100ºC.
Fish oil properties: The biochemistry analyzer model Erba Chem-7 was using to test triglycrides. Total cholesterol, Triglycerides, HDL, LDL and VLDL cholesterol, were (493.9, 173.8, 281.4, 178.2 and 34.8) Mg/dl. The productivity of fish oil from
Total Oil Recovery (g)=Recovered Oil (g)/Weight of raw material (g)×Average weight of fish (g).
Extraction efficiency=oil mass after extraction, g/oil mass in sample, g.*100.
The productivity of fish oil from salmon by-product ranged between 10% to 18% of oil was extracted using salmon by-product using wet rendering method was about 18.90%. Oil mass in sample determined three times for 100 g of Salmon by-products by cold pressing and wet rendering methods the oil content ranged between (18.45 to 18.89) g/100 g. Also the oil content obtained through semidried samples and enzymatically treated samples of salmon processing by-products ranged between (16.234 to 18.212) g/100 g (Enzymatic extraction method was considered as the control method) [14].
Salmon fish components: The results in Figure 1 showed the components out from salmon fish, waste of fish percentage include water lose and fish by product were nearly from 43.65%. Water loses from (change in freezing 0.45%, salting 2% and smoking 10.8%). While the fish by product percentage include head-bone 15.90% and disposed of 27.20%, also edible portion nearly from 56.35% include trimmings, 4.90% and salmon slice, 51.45%.
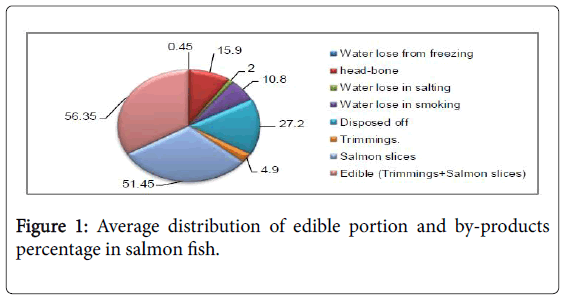
Figure 1: Average distribution of edible portion and by-products percentage in salmon fish.
Oil productivity with wet rendering: The results in Figure 2 showed that the oil weight from Salmon by-products was increased with heating time increase as well as oil productivity increased. The effect of heating temperature and heating time on oil extraction from Salmon by-products was examined. The results showed that heating time increased from 10 min to 60 min. oil weight increased from (40 to 90) g. oil/500 g. Salmon by-products, oil productivity increased from 8.00% to 18.00% and extraction efficiency increased from 42.35% to 95.23% at constant temperature 100ºC. This temperatures reason's cell separation and so enable oil extraction and increase the extracted oil yield. The results showing steady behaviour after 60 min. increased with heating time increase as well as oil productivity increased. The effect of heating temperature and heating time on oil extraction from Salmon by-products was examined. The results showed that heating time increased from 10 min to 60 min. oil weight increased from (40 to 90) g.oil/500 g. Salmon by-products, oil productivity increased from 8.00% to 18.00% and extraction efficiency increased from 42.35% to 95.23% at constant temperature 100ºC. This temperatures cause’s cell separation and so enable oil extraction and increase the extracted oil yield. The results showing steady behaviour after 60 min. The main disadvantage of traditional methods from the quality of the product is that the high temperatures degrade heat-sensitive.
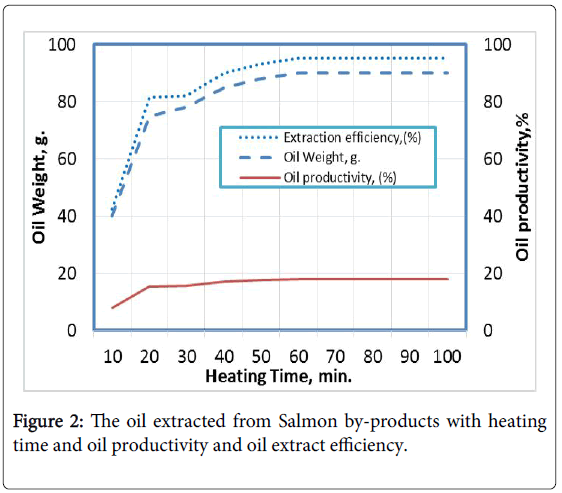
Figure 2: The oil extracted from Salmon by-products with heating time and oil productivity and oil extract efficiency.
Oil productivity with cold pressing: The results in Figure 3 showed that the oil weight from Salmon by-products was increased with pressing time increase as well as oil productivity increased. The effect of pressing time on oil extraction from Salmon by-products was examined. The results showed that pressing time increased from 10 min to 260 min. oil weight increased from (10 to 93) g.oil/500 g. Salmon by-products, oil productivity increased from 2.00% to 18.60% and extraction efficiency increased from 10.58% to 98.46% at constant pressure, stress. This pressure causes cell separation and so enables oil extraction and increase the extracted oil yield. The results showing steady behaviour after 180 min.
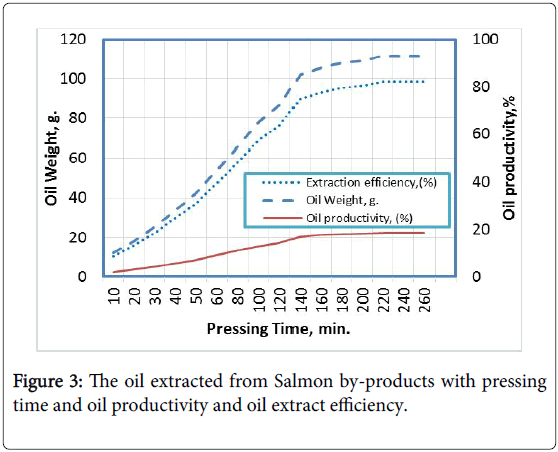
Figure 3: The oil extracted from Salmon by-products with pressing time and oil productivity and oil extract efficiency.
The important results obtained were summarized in the following:
• The optimum conditions with wet rendering at a constant temperature 100ºC and heating time 20 min, oil productivity about 15.40% and extraction efficiency was 81.52%.
• The preferred using cold pressing, oil extraction yield increased and characterization of quality. The optimum conditions at pressing time were 180 min, oil productivity was 18.00% and extraction efficiency were 98.46% at constant pressure.
The research was supported by Bentleys Egypt company one from Egyptian industrial.